Время: Пн-Пт с 8-30 до 17-00
Обед: с 12-30 до 13-00
Выходные: Суббота, Воскресенье

Сфера технической экспертизы
“Аккредитованные орган по сертификации и испытательный центр”
“Аккредитованные орган по сертификации и испытательный центр”
Время: Пн-Пт с 8-30 до 17-00
Обед: с 12-30 до 13-00
Выходные: Суббота, Воскресенье
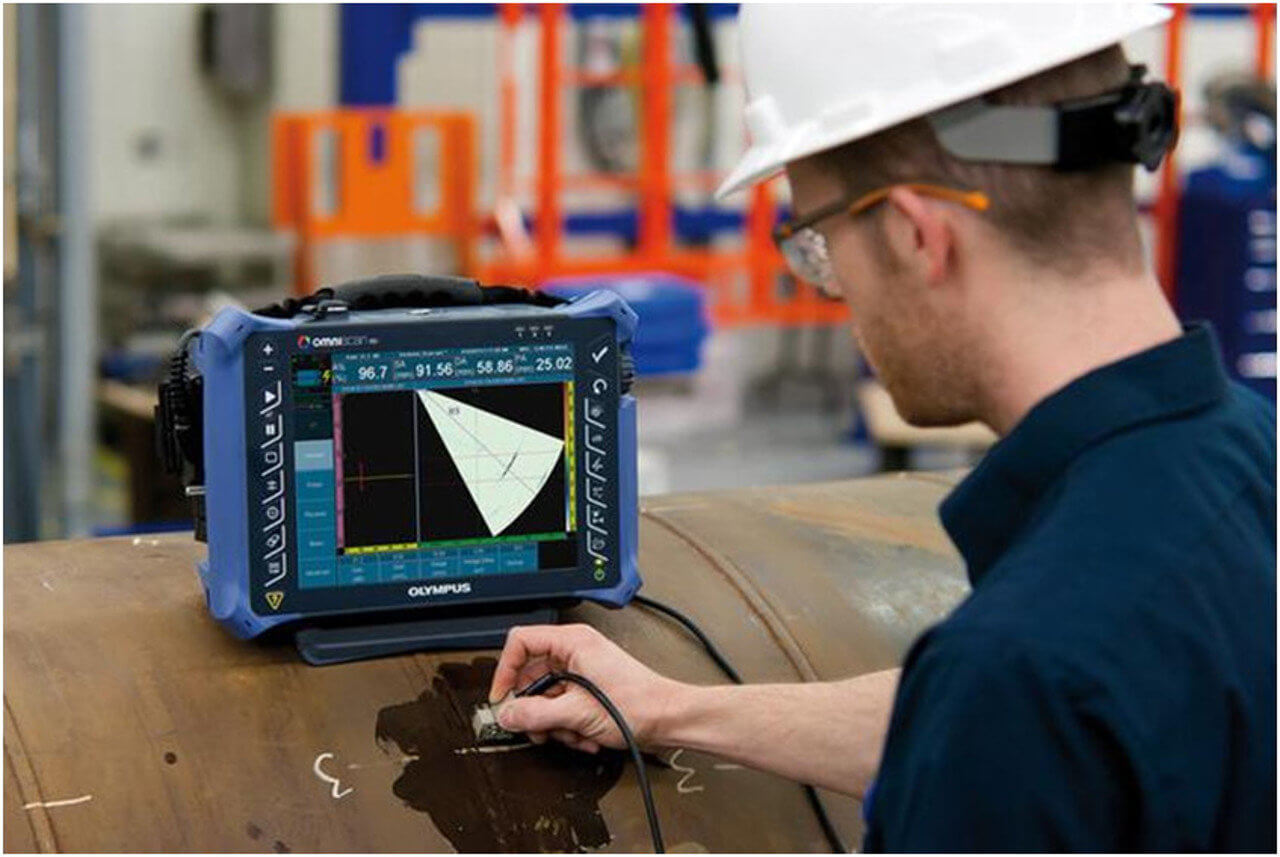
Ультразвуковой неразрушающий контроль (УЗК) – это метод диагностики материалов и конструкций, основанный на использовании волн для обнаружения дефектов и оценивания состояния объектов. Данный метод позволяет выявлять трещины, поры, включения и другие дефекты, не повреждая сам материал.
УЗК сварных швов и соединений применяется в различных отраслях, включая строительство, авиастроение, энергетику и машиностроение, обеспечивая высокую точность и надежность результатов. Кроме того, он позволяет контролировать качество сварных соединений и мониторить техническое состояние оборудования в процессе эксплуатации.

В первую очередь, УЗК сварных соединений и швов широко используется для проверки трубопроводов. Он позволяет выявлять такие дефекты, как трещины, коррозия и другие повреждения, которые могут повлиять на целостность трубопровода и, следовательно, на безопасность транспортируемых веществ. Это особенно актуально для трубопроводов, которые переносят нефть, газ или химикаты.
На железнодорожном транспорте УЗК сварных соединений применяется к рельсам и колесным парам, позволяя предотвратить аварии. Путем сканирования можно выявить внутренние дефекты металла, которые приводят к поломке и серьезным последствиям.
Металл и металлоконструкции подвергаются УЗК для оценки качества сварных швов и выявления возможных недостатков, таких как включения или расслоения. Это особенно важно для конструкций, которые подвержены высоким нагрузкам.
Листовой прокат, используемый в строительстве и производстве, также требует контроля. Ультразвуковой неразрушающий контроль сварных соединений позволяет определить наличие дефектов и соответствие материалу установленным стандартам. Это особенно актуально в отраслях, где высокая надежность материалов является критически важной.
Сосуды под давлением и котлы – еще одна область, где УЗК сварных швов становится необходимым инструментом для обеспечения их безопасной эксплуатации. Поскольку повреждения в этих системах могут привести к катастрофическим последствиям, регулярный УЗК позволяет контролировать состояние и выявлять потенциальные проблемы на ранних стадиях.

Подготовка к различным методам ультразвукового неразрушающего контроля сварных соединений включает в себя несколько ключевых этапов, которые необходимы для обеспечения надежности и точности результатов проверки. Основной целью данной подготовки является создание условий, при которых возможна качественная диагностика состояния сварного шва и окружающей его зоны.
Первым шагом является изучение документации на объект, который подлежит контролю. Важно ознакомиться с проектной документацией, спецификациями на материалы, а также с требованиями стандартов, касающихся УЗК сварных соединений. Это необходимо для понимания того, какие параметры и дефекты будут проверяться, а также для выбора соответствующей методики контроля.
После этого начинаются выбор оборудования и подготовка ультразвуковых приборов. Здесь осуществляется проверка работоспособности УЗК-аппаратов и датчиков, их калибровка и настройка в соответствии с требованиями к контролю конкретного сварного соединения. Выбор типа ультразвуковых датчиков (например, прямые или наклонные) зависит от геометрии и характеристик контролируемого объекта.
Одной из ключевых задач подготовки к методам ультразвукового неразрушающего контроля сварных соединений является подготовка поверхности сварного шва. Важно, чтобы поверхность, на которой будет осуществляться контроль, была чистой и свободной от таких загрязнений, как окалина, ржавчина, масла и другие вещества, которые могут повлиять на передачу ультразвуковых волн. В зависимости от состояния поверхности может понадобиться механическая обработка или использование специальных чистящих средств.
Необходимо обеспечить доступ к контролируемой области. Это включает в себя удаление лишних конструкций или предметов, которые могут помешать проведению УЗК сварных соединений и швов. В случаях, когда сварные соединения расположены в труднодоступных местах, может потребоваться использование специализированных креплений или платформ для обеспечения удобного доступа.
Важно учитывать условия окружающей среды. Температура, влажность и наличие вибраций могут значительно повлиять на результат контроля. Перед началом проверки необходимо убедиться, что условия соответствуют установленным нормам. Если это невозможно, следует использовать специальные методы, позволяющие компенсировать влияние неблагоприятных факторов.
После выполнения всех подготовительных работ контролер должен провести предварительное тестирование на контрольных образцах, чтобы убедиться в правильности настройки оборудования и методов ультразвукового неразрушающего контроля. Это поможет избежать неточностей в процессе основного контроля и гарантирует высокое качество полученных результатов.
Выделяют несколько методов ультразвукового неразрушающего контроля сварных соединений.

Метод подразумевает использование ультразвукового оборудования для проверки швов, сформированных между 2 заготовками, соединенными друг с другом. В данном случае важно правильно определить угол наклона ультразвуковых волн и выбирать соответствующие параметры для работы со сварными швами. Обычно применяются прямые и наклонные датчики, позволяющие проверить как сам шов, так и зону отдачи. Методы УЗК сварных швов такого типа включают в себя как осевое, так и поперечное сканирование, которое позволяет выявлять поры, трещины и посторонние включения.
УЗК угловых сварных соединений требует особого подхода, так как угол соединения может затруднять доступ ультразвуковых волн. При контроле угловых швов используются специализированные датчики, которые имеют возможность сканирования в труднодоступных местах. Ультразвуковой неразрушающий контроль таких швов происходит при помощи как прямых, так и наклонных излучателей, чтобы охватить максимальную площадь проверки. УЗК угловых соединений эффективно позволяет обнаруживать дефекты в плоскости шва и в прилегающих участках, что критично для обеспечения прочности конструкции.
При УЗК тавровых сварных швов, которые бывают как вертикальными, так и горизонтальными, контроль проводится с учетом особенностей геометрии. Важным моментом является использование многоканальных ультразвуковых систем, которые позволяют вести одновременное сканирование нескольких слоев. Это значительно увеличивает эффективность выявления различных дефектов, таких как пустоты, трещины и недоплавление. Также применяются различные размеры и формы датчиков. Это гарантирует, что ультразвуковые волны проникают в наиболее критические области шва.
УЗК сварных соединений такого типа осуществляется с учетом особенностей наложения металлических деталей друг на друга. Важно, чтобы ультразвуковые волны свободно проходили через сварной шов. Это требует предварительной подготовки поверхности и использования специализированных датчиков. Часто используются классические методы сканирования, которые позволяют выявлять недостатки, возникающие между основными частями детали и наложенными слоями.
Выделяют несколько типов средств УЗК:
Обратившись к нам для ультразвукового неразрушающего контроля сварных соединений, вы получите доступ к услугам высококвалифицированных специалистов с многолетним опытом работы в данной области, что обеспечивает точность и надежность результатов. Мы используем современные технологии и оборудование, что позволяет выявлять даже самые мелкие дефекты на ранних стадиях, защищая вашу продукцию от потенциальных рисков.
Наши услуги ориентированы на индивидуальные потребности клиентов, что гарантирует каждому заказчику оптимальные решения для их конкретных задач. Кроме того, мы обеспечиваем быстрое и качественное обслуживание, позволяя вам сократить время на анализ и сосредоточиться на развитии вашего бизнеса.
223712, Минская область, Солигорский район, д. Кулаки, ул. Грп.
223710, г. Солигорск, ул. Заводская 4
Время: Пн-Пт с 8-30 до 17-00
Обед: Пн-Пт с 12-00 до 13-00
Выходные: Суббота, Воскресенье
(А1) +375 44 720-16-02
ТЕЛ/ФАКС: +375 17 426-49-28
[email protected]