Время: Пн-Пт с 8-30 до 17-00
Обед: с 12-30 до 13-00
Выходные: Суббота, Воскресенье

Сфера технической экспертизы
“Аккредитованные орган по сертификации и испытательный центр”
“Аккредитованные орган по сертификации и испытательный центр”
Время: Пн-Пт с 8-30 до 17-00
Обед: с 12-30 до 13-00
Выходные: Суббота, Воскресенье
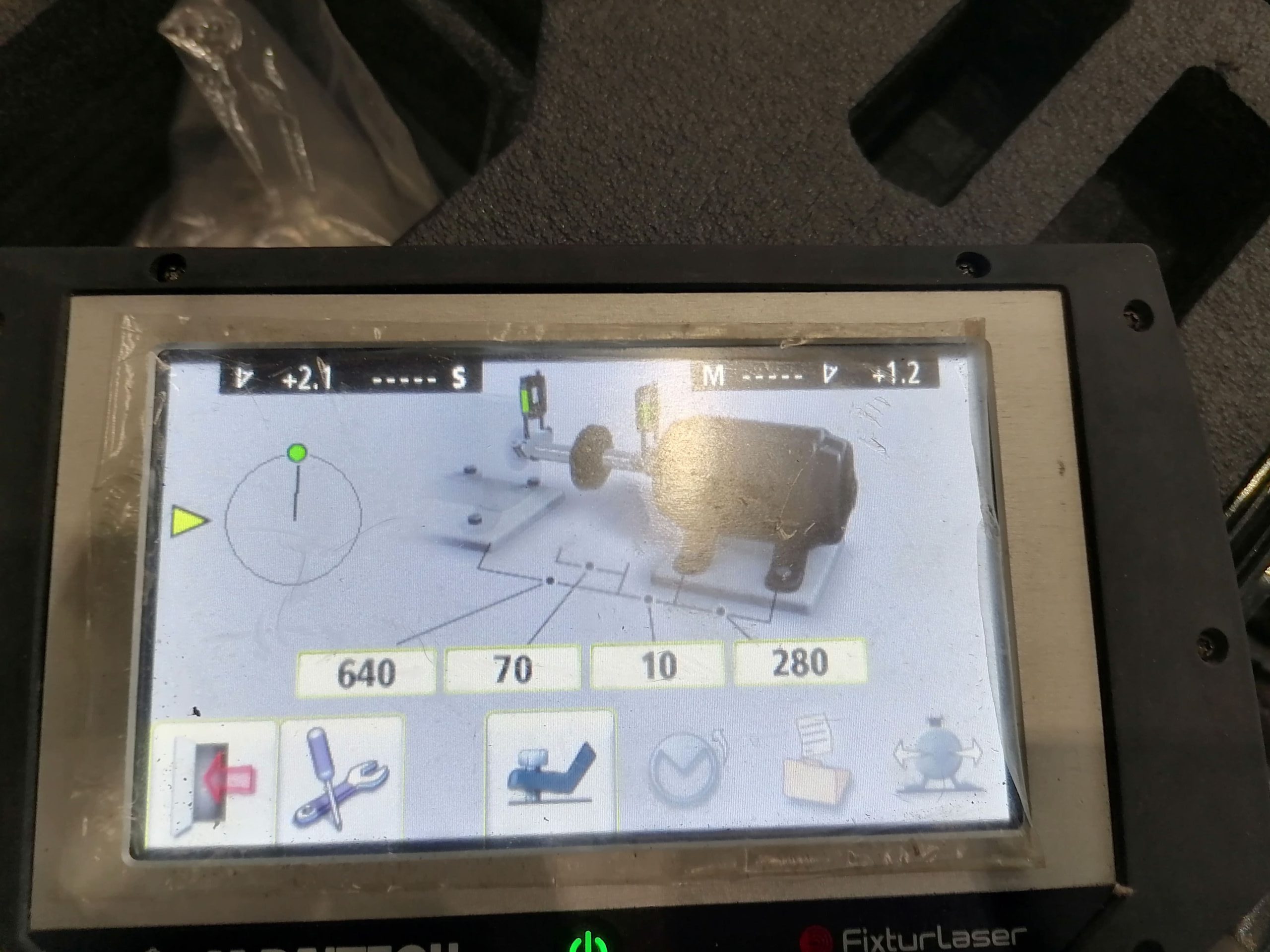
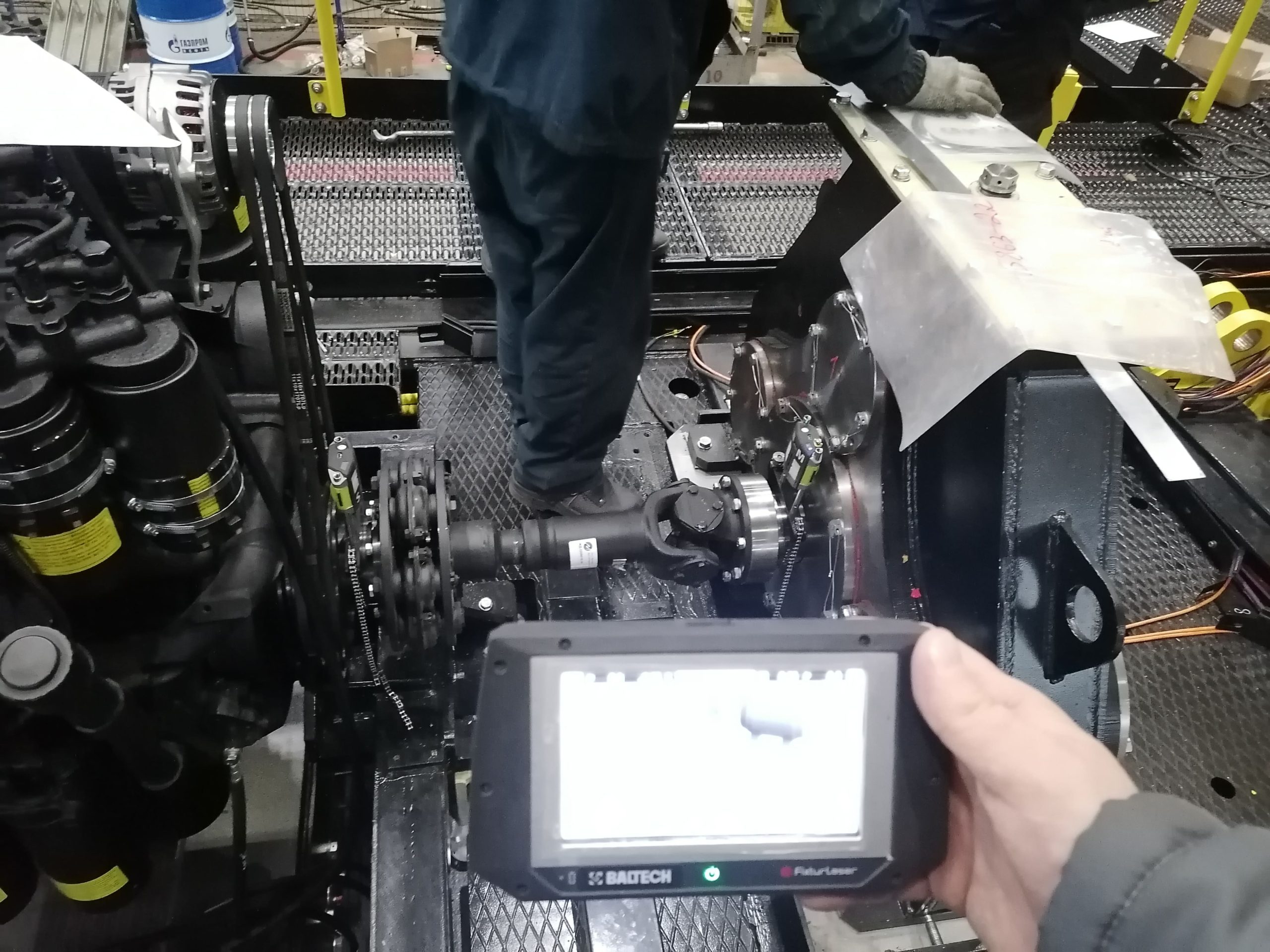
Лазерная центровка – это технологический процесс, который корректирует позицию осей двух или более совмещенных валов механизма согласно с установленными стандартами.
Сбой в работе машин с муфтовым соединением часто бывает вызван несоосностью валов привода. Это приведёт к увеличенной нагрузке на подшипники и быстрому износу полумуфт, что в свою очередь может привести к отказам в работе.
Для достижения соосности валов, они должны иметь общую ось вращения в процессе функционирования механизма при нагрузках и при нормальных рабочих температурах. Однако в реальных условиях это не всегда выполняется.
Применение лазерной центровки валов предоставляет следующие значимые преимущества:

Чтобы провести центровку валов успешно, следует создать следующие условия:
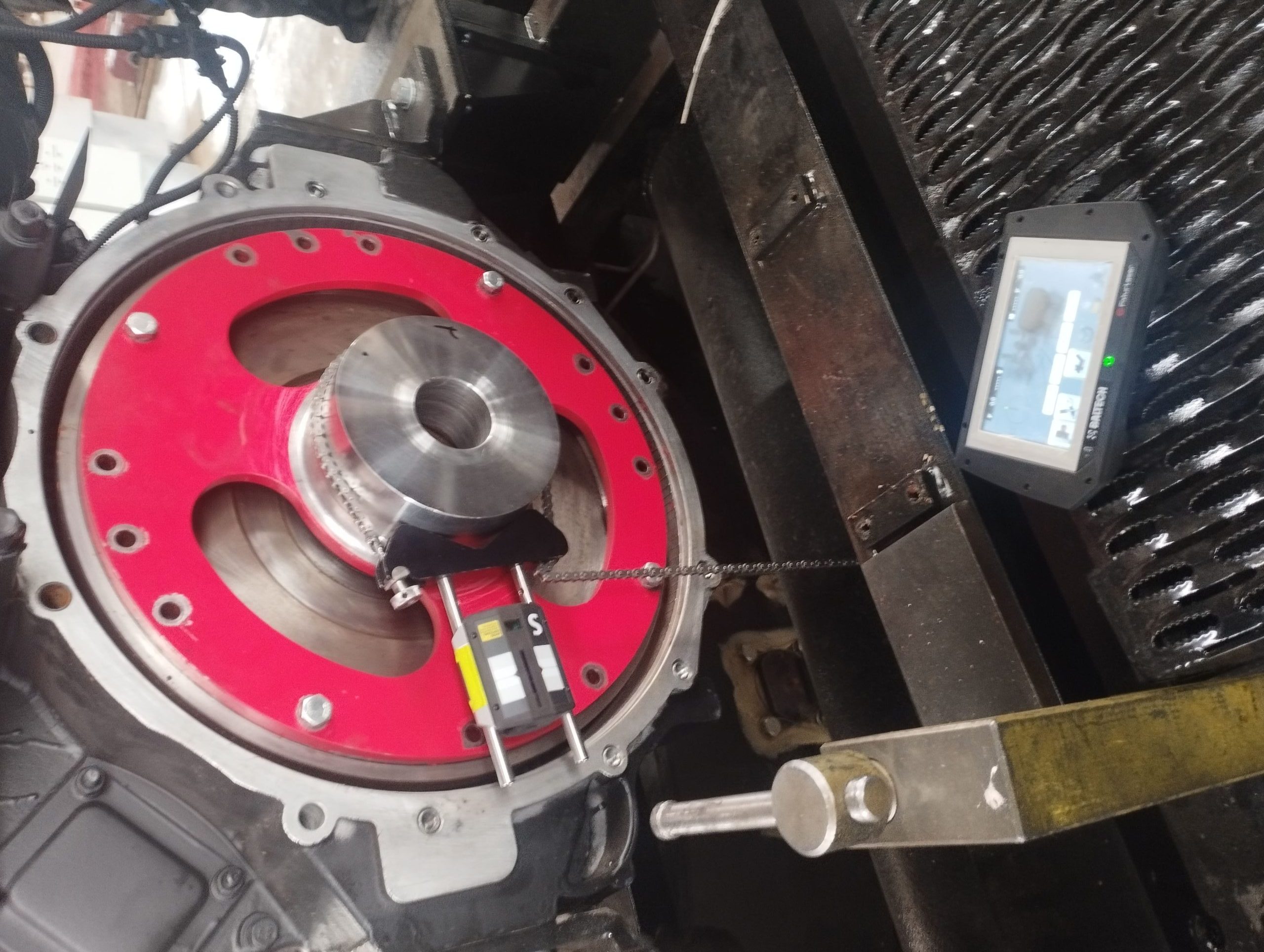
Подготовка к процедуре лазерной центровки включает в себя следующие шаги:
Система лазерной центровки включает следующие этапы:
По результатам центровки составляется подробный технический отчет, который документирует все проведенные мероприятия и результаты лазерной центровки валов.
ООО “Сфера технической экспертизы” – наш высокотехнологичный сервис, выполняет лазерную центровку валов прямо на месте эксплуатации оборудования в городах Беларуси. Наш сервис может дать гарантию, касаемо точности замеров, правдивости результатов и быстрого восстановления работы оборудования.
Наши методы обеспечивают высокую точность центровки валов. Мы используем современное оборудование, которое позволяет не только выявить значения несоосности с помощью системы лазерной центровки, но и рассчитать все необходимые коррекции для достижения идеальной соосности.
Мероприятия по точной лазерной центровке снижают нагрузки на подшипники, продлевают срок службы муфт и сокращают затраты электроэнергии. Мы ответственны за качество проведения процедуры, доверяя ее специалистам с большим опытом, которые работают с использованием современного оборудования.
Заполните форму, и мы свяжемся с Вами в течение 24 часов
для уточнения дополнительной информации.
223712, Минская область, Солигорский район, д. Кулаки, ул. Грп.
223710, г. Солигорск, ул. Заводская 4
Время: Пн-Пт с 8-30 до 17-00
Обед: Пн-Пт с 12-00 до 13-00
Выходные: Суббота, Воскресенье
(А1) +375 44 720-16-02
ТЕЛ/ФАКС: +375 17 426-49-28
[email protected]