Время: Пн-Пт с 8-30 до 17-00
Обед: с 12-30 до 13-00
Выходные: Суббота, Воскресенье

Сфера технической экспертизы
“Аккредитованные орган по сертификации и испытательный центр”
“Аккредитованные орган по сертификации и испытательный центр”
Время: Пн-Пт с 8-30 до 17-00
Обед: с 12-30 до 13-00
Выходные: Суббота, Воскресенье
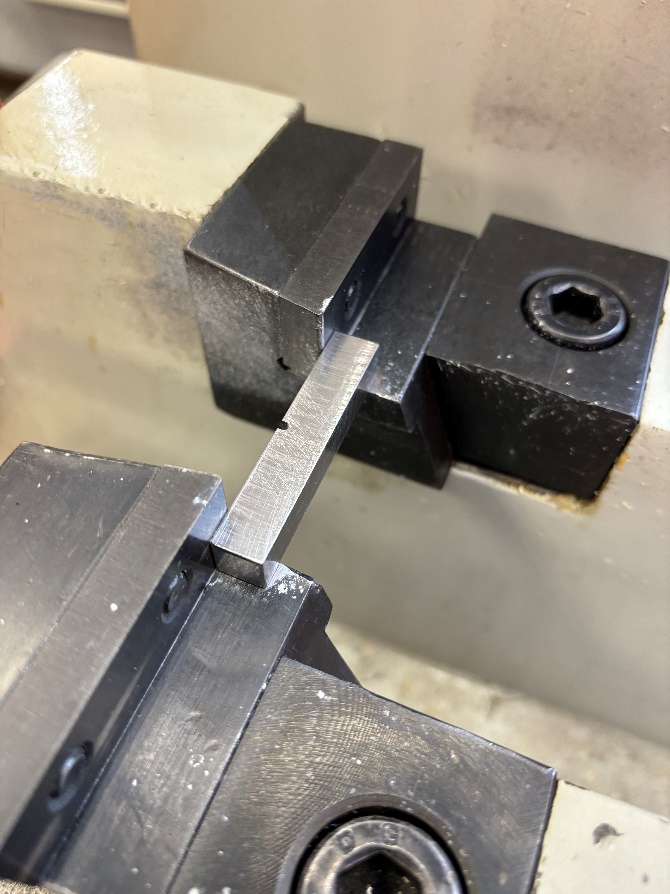
Подготовка образца к металлографии – комплекс операций, чтобы подготовить пробу для оптической диагностики, определения макро- и микроструктуры. Это классический метод анализа образцов металла, для которого фрагмент нужно сделать пригодным для исследования. После предварительной обработки на микрошлифе проверяют загрязненность материала посторонними частицами, определяют его пористость, обнаруживают микротрещины и другие дефекты.

Все исследования в лаборатории химического анализа, включая исследования металлов, требуют подготовительного этапа – обработки образцов для металлографии. Для этого получают металлографический шлиф – кусок, который имеет зеркальный блеск. Фрагмент высекают из того места изделия или массы материала, который предоставит максимум информации.
Подготовительные процедуры подготовки образца к металлографии включают три этапа:
Кроме этих этапов, иногда шлифы подвергают химическому или электролитическому травлению, чтобы обнаружить и оценить характеристики микроструктуры металла. Подготовленные образцы требуют бережного хранения, чтобы их не испортить от механических воздействий, коррозии агрессивных растворов. Для сбережения требуются закрытые емкости, условия с постоянным уровнем влажности и температуры.

Шлиф получают из большого куска материала. Место для вырезки выбирают, исходя из задач испытаний. Если нужно изучить дефект, то фрагмент вырезают так, чтобы его плоскость пересекала повреждение. В кованых металлах отбирают два образца – параллельно и перпендикулярно к оси деформации.
Выбирать фрагмент нужно так, чтобы он давал максимум информации о микроструктуре сплава. Шлифы вырезают таким способом, чтобы их плоскость пересекала дефекты, либо берут чуть дальше от изъянов, а за счет шлифовки выводят повреждение в плоскость изучения.
Излом делают за счет ударов молота, разрушения, приложения давления. Он дает много информации о материале, применяется во фрактографии, когда сплав исследуют при увеличении под микроскопом. Полученная фрактограмма помогает изучать причины и механизмы разрушения конструкций при их эксплуатации. Этот метод обычно используют для стальных сплавов.
Самый востребованный метод резки проб – абразивным кругом. Оборудование бывает разного масштаба, чтобы получать фрагменты различного сечения за счет изделий диаметром от 101,5 мм до 305 мм. Применение абразивных кругов может вызывать деформацию поверхности, достигающей глубины 1000 мкм. Уровень повреждения зависит от твердости сплава. Для снижения этого явления используют круги минимальной толщины. Для шлифов из мягких материалов применяют расходники из твердых сплавов и наоборот: твердые металлы требуют использования мягкого инструмента.
Процесс проводят мокрым способом, охлаждая линию кроя потоком воды или смесью воды и масла. Иногда образец вырезают в погруженном состоянии. Мокрый метод исключает сильный нагрев и изменение структуры поверхности, позволяет получать ровные края.

После отрезания фрагмента сплава его запрессовывают. Такой подход:
Пробоподготовку образцов к металлографии проводят холодной и горячей технологией. Первый метод более простой в применении. Смолу подготавливают, заливают ею форму с пробой, оставляют, пока масса не затвердеет. Холодный прием используют для некоторых покрытий и плат, которые чувствительны к повышению температуры и давления. Для запрессовки используют вакуумные устройства, когда фрагмент пропитывают и заливают под вакуумом либо фиксируют на предметном стекле.
При горячем методе запрессовки пробу крепят при помощи полимерной смолы, используют повышенную температуру и давление. Фрагмент вдавливается в массу специальным прессом. Чтобы металл не перегревался, важно правильно выбрать уровень давления и предусмотреть систему охлаждения.
Чтобы качественно запрессовать образец, его промывают, используют спирт или других чистящие жидкости, тщательно высушивают. Для самых мелких фрагментов применяют клипсы. Перед вдавливанием пористых и хрупких материалов смолу предварительно размягчают. Важно правильно выбрать степень усадки смолы, уровень давления и нагрева массы, скорость охлаждения для запрессовки, иначе могут появиться трещины, вспучивание, пористость, зернистость и другие дефекты.
После фиксации образцов необходимо добиться их зеркально-гладкой поверхности. Первым этапом является шлифовка, при которой убираются крупные неровности, проводится подготовка к полировке. Процесс происходит так:
Механическая подготовка шлифа завершается полировкой поверхности мельчайшими абразивами. Она устраняет любые шероховатости, формирует зеркальный блеск. Обработку также проводят на станке, но сначала снимают кольцо для крепления и против брызг, вместо шлифовального круга устанавливают полировальное сукно. Перед включением аппарата наносят алмазную суспензию 3 мкм. Станок работает со скоростью около 500 оборотов в минуту. Круг для полировки необходимо все время поддерживать во влажном состоянии. Действия проводят до тех пор, пока поверхность металла не станет зеркально блестящей, идеально гладкой.
ООО «Сфера технической экспертизы» предлагает услуги по испытаниям оборудования и материалов. Выполняем большой спектр проверок для сертификации, декларирования. Наш испытательный центр аккредитован, работу выполняем в сжатые сроки.
223712, Минская область, Солигорский район, д. Кулаки, ул. Грп.
223710, г. Солигорск, ул. Заводская 4
Время: Пн-Пт с 8-30 до 17-00
Обед: Пн-Пт с 12-00 до 13-00
Выходные: Суббота, Воскресенье
(А1) +375 44 720-16-02
ТЕЛ/ФАКС: +375 17 426-49-28
[email protected]