
Анализ цветного металла
24.06.2025
Анализ сплавов цветных металлов проводит испытательная лаборатория “Сфера технической экспертизы”.

“Аккредитованные орган по сертификации и испытательный центр”
Время: Пн-Пт с 8-30 до 17-00
Обед: с 12-30 до 13-00
Выходные: Суббота, Воскресенье
Проверка сварных соединений – ключевое условие подтверждения прочности и надежности металлических конструкций. Качественное выполнение швов гарантирует их безопасность и долговечность, предупреждая чрезвычайные ситуации. Методы контроля сварных соединений помогают обнаружить недочеты, способные вызвать разрушение конструкции или ухудшение ее эксплуатационных качеств. Выбор конкретной технологии зависит от типа изделия, материалов и условий его использования. Выполнением этой работы занимается аккредитованная лаборатория «Сфера технической экспертизы».
Контроль стыковых соединений необходим для проверки их прочности, герметичности и долговечности. Любые внутренние или поверхностные изъяны становятся причиной постепенного разрушения металлоконструкции и привести к трагической ситуации. Систематический мониторинг швов помогает обнаружить недостатки до начала эксплуатации объекта и оперативно устранить их.
Для чего применяются методы контроля сварных соединений:
Контроль стыковых швов помогает оптимизировать производственные процессы, усовершенствовать сварочные технологии и повысить квалификацию персонала предприятия.
Все методы контроля сварных соединений условно подразделяются на две категории – предупреждающие и выявляющие. Первые проводятся до сварочных работ, вторые – непосредственно при эксплуатации конструкции.

Первоначальный метод проверки, помогающий выявить недостатки сварных соединений с помощью визуального осмотра – от пор и растрескиваний до наплавов и геометрических отклонений.
Какие дефекты можно выявить, используя данные методы контроля сварных соединений:
Перед проведением проверки со сварных соединений аккуратно снимают окалину, шлак и капли металла. Швы тщательно осматривают невооруженным глазом, затем используют лупу, увеличивающую в 10 раз. При помощи микрометров, штангенциркулей и шаблонов проверяют ширину, высоту, катет углового шва и прочие параметры.
Преимущества: простота проведения, быстрое получение результатов, использование доступного оборудования.

Ультразвуковые методы контроля сварных соединений базируются на способности высокочастотных звуковых волн отражаться от линии разделения сред, имеющих разные акустические качества. Чаще всего они используются для обнаружения внутренних изъянов в швах.
Проведение:
Преимущества: ультразвуковой метод отличается высокой точностью, мобильностью аппаратуры и возможностью быстрого выявления скрытого брака.

Высокоточная проверка использует гамма- и рентгеновские лучи, способные проходить через металл. Изображение фиксируется на цифровом детекторе или пленке. Этот вид дефектоскопии считается одним из наиболее точных и информативных при обнаружении внутреннего брака.
Проведение радиографического метода контроля сварных соединений:
Преимущества: точность полученных результатов с их документальной фиксацией.
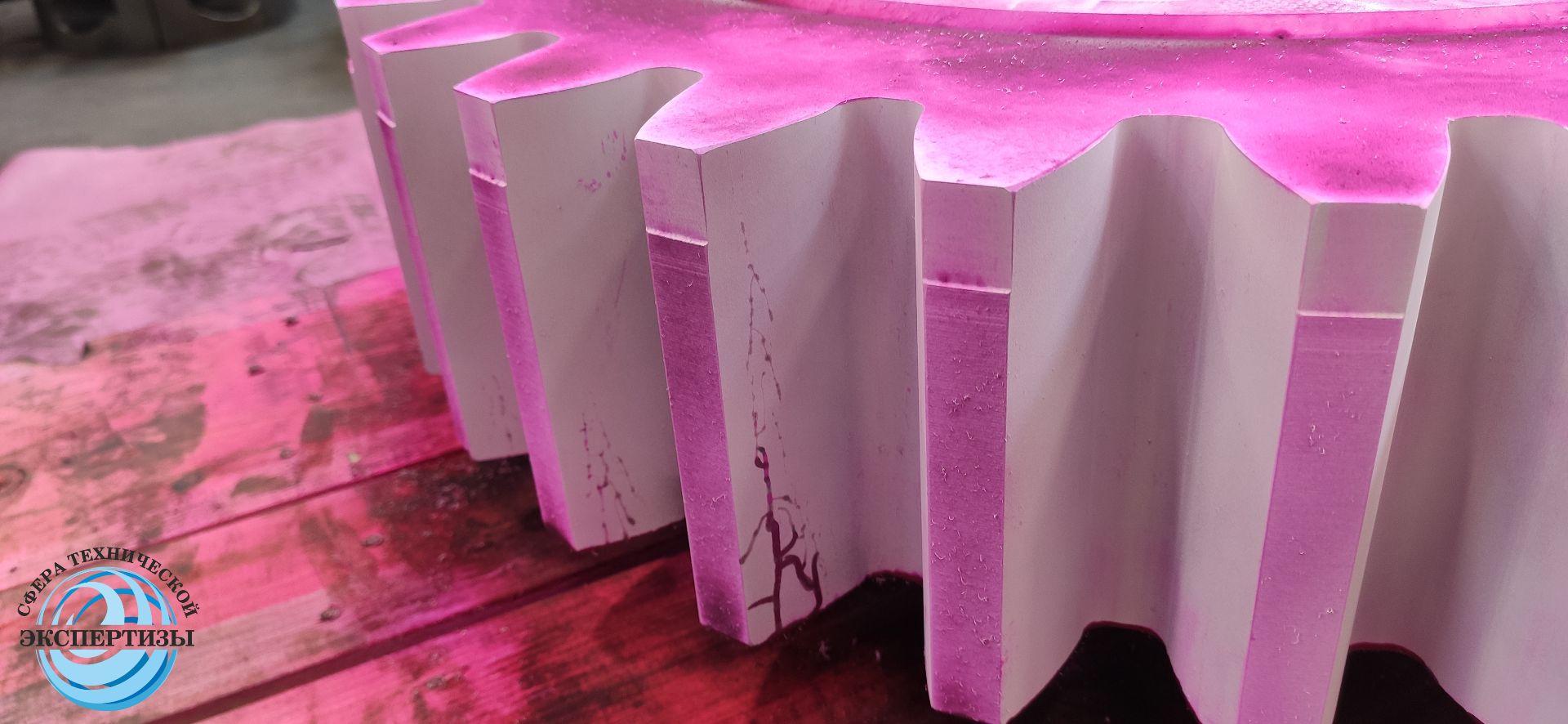
Во время проведения капиллярной дефектоскопии используются пенетранты – специальные жидкости, проникающие в мельчайшие трещины и другие дефекты на поверхности. С помощью этого метода выявляют поры и растрескивания.
Проведение:
Преимущества: легкость проведения, точный и наглядный результат без сложных инструментов.

Магнитопорошковая дефектоскопия помогает выявить дефекты за счет регистрации магнитных полей рассеяния над ними. Чаще всего этот метод используется для проверки ферромагнитных материалов.
Проведение:
Преимущества: быстрое получение наглядного результата.
Методы контроля сварных соединений применяются в следующих случаях:
Компания «Сфера технической экспертизы» предоставляет полный спектр испытаний по проверке качества стыков, используя высокоточное оборудование и наиболее эффективные методы контроля сварных соединений.
Процесс проверки стыковых швов в Беларуси регламентируется на законодательном уровне и проводится в соответствии с международными стандартами. Она может осуществляться только аккредитованная компания, специалисты которой имеют соответствующие сертификаты.
Компания, которая проводит методы контроля сварных соединений, должна соответствовать следующим требованиям:
Аккредитация испытательного центра ООО «Сфера технической экспертизы» в соответствии с ГОСТ ISOЛЕС 17025-2019 (ISO/IEC 17025:2017, IDT) позволяет использовать все методы контроля сварных соединений – ультразвуковую, радиографическую, магнитопорошковую, визуально-измерительную и капиллярную дефектоскопию.
Сертифицированные специалисты компании «Сфера технической экспертизы» обладают многолетним опытом и допусками к проведению различных методов контроля сварных соединений металлоконструкций. Мы гарантируем:
Для заказа любого метода контроля сварных соединений позвоните по телефону +375 44 720-16-02 или воспользуйтесь опцией «Получить консультацию» на нашем сайте. Если вы хотите быть уверены в прочности, надежности и долговечности своих конструкций, доверьте контроль сварных соединений нашей компании.
Анализ сплавов цветных металлов проводит испытательная лаборатория “Сфера технической экспертизы”.

Экспертиза металлов и сплавов проводится профессиональными специалистами нашей лаборатории в Минске.

Во многих лабораториях используются все доступные методы испытания трубопроводной арматуры.

Основной задачей проведения испытания насосного оборудования является подтверждение производителем гарантий заявленных качеств и характеристик насосного оборудования.
223712, Минская область, Солигорский район, д. Кулаки, ул. Грп.
223710, г. Солигорск, ул. Заводская 4
Время: Пн-Пт с 8-30 до 17-00
Обед: Пн-Пт с 12-00 до 13-00
Выходные: Суббота, Воскресенье
(А1) +375 44 720-16-02
ТЕЛ/ФАКС: +375 17 426-49-28
[email protected]
